Продукция











Источник питания для сварки под флюсом
Многофункциональный источник питания для сварки под флюсом, объединяющий сварку под флюсом, MIG-сварку, сварку порошковой проволокой и воздушно-дуговую строжку в одном аппарате.
Описание
маркер
Источник питания для сварки под флюсом CC/CV-1000/1250
Характеристики:
1. Многофункциональный источник питания для сварки под флюсом, объединяющий сварку под флюсом, MIG-сварку, сварку порошковой проволокой и воздушно-дуговую строжку в одном аппарате.
2. Технология сенсорного контроля напряжения дуги обеспечивает постоянную глубину проплавления и стабильную длину дуги в процессе сварки.
3. Двойной режим работы с постоянным током (CC) и постоянным напряжением (CV) позволяет выполнять различные виды сварочных работ.
4. Номинальный ток 1000А при 100% продолжительности включения (ПВ) с максимальным выходным током до 1500А, что делает аппарат идеальным для продолжительной сварки на высокой мощности.
5. Благодаря малой зоне термического влияния и незначительной деформации заготовки аппарат особенно подходит для сварки нержавеющих сталей медицинского и пищевого назначения, а также высоколегированных сталей.
6. Высокая производительность наплавки - на 35% выше по сравнению с обычной сваркой под флюсом.
7. Возможность выбора горелок для тонкой (1,2-3,0 мм) и толстой (2,0-6,0 мм) проволоки.



Технические параметры источника питания:
| Наименование изделия | Входное напряжение | Номинальные выходные параметры
(ток/напряжение/ПВ) |
Диапазон выхода |
| CC/CV 1000(1250) | 3-фазное 380В±15% | 1000А/50В/100% | CC-режим: 100-1000А
CV-режим: 10-50В |

Сравнение CC/CV-1000/1250 для точной сварки под флюсом с аналогами
| Импортные аппараты для сварки под флюсом | Аппараты Nobellong для сварки под флюсом | Стандартные аппараты для сварки под флюсом | |
| Диаметр сварочной проволоки | 1,6-5,6 мм | 1,2-6,0 мм | 2,0-5,0 мм |
| Сварочная горелка | Толстая проволока: 2,4-5,6 мм
Тонкая проволока: 1,6-2,4 мм |
Толстая проволока: 2.0-6.0 мм (универсальная головка, инновация для Китая) Тонкая проволока: 1.2-3.0 мм |
Толстая проволока: 3.2-5.0 мм
Тонкая проволока: 2.0-2.5 мм |
| Диаметр проволоки в режиме CV | Поддержка сварки в режиме CV (постоянное напряжение) для проволоки ≥3,0 мм | Поддержка сварки с постоянным напряжением (CV) для проволоки >3.0 мм:
Низкий тепловой ввод, минимальная деформация заготовки |
Не поддерживается сварка с постоянным напряжением (CV) для проволоки >3.0 мм |
| Диаметр проволоки в режиме CC | Поддержка сварки в режиме CC (постоянный ток) для проволоки ≤2,5 мм | Поддержка сварки с постоянным током (CC) для проволоки <2.5 мм:
Идеально для высокоскоростной сварки тонколистового металла |
Не поддерживается сварка с постоянным током (CC) для проволоки <3.0 мм |
| Эффективность наплавки при одинаковых условиях | Эффективность наплавки соответствует стандартной SAW-сварке | На 25-30% производительнее стандартной подфлюсовой сварки в аналогичных условиях | Скорость наплавки эквивалентна стандартной подфлюсовой сварке |
| Технологические характеристики сварки нержавеющей стали | Отличные сварочные характеристики. Сварка критически важных компонентов из нержавеющей стали практически монополизирована зарубежными компаниями. | Превосходные сварочные характеристики, конкурентоспособность с иностранными аналогами | Отличные сварочные характеристики |
| Технология подачи проволоки | Режим CC: стандартное управление SAW; Режим CV: подача проволоки с постоянной скоростью. | Режим CC/CV с датчиком напряжения дуги | Режим CC использует технологию управления подфлюсовой сваркой; режим CV применяет систему равномерной подачи проволоки. |
связаться с нами
Сопутствующие популярные продукты

Плазменные резаки серии LGK
Оборудование подходит для резки всех видов металлических материалов, особенно эффективно при резке высоколегированной стали и цветных металлов, которые не поддаются резке с использованием газопламенной технологии.

Трехосевой портальный манипулятор XYZ-типа
Представляет собой многофункциональный, многосвободный, пространственно подвижный, многозадачный робот-манипулятор с возможностью автоматического управления и многократного программирования.

Настенный очиститель сварочного дыма
Эффективно очищает воздух от мелкодисперсных металлических частиц, вредных для здоровья человека, снижая нагрузку на организм оператора. Обладает высокой эффективностью очистки, низким уровнем шума, гибкостью в использовании и компактными габаритами.

Трехосевой портальный манипулятор с двойным рабочим органом
Представляет собой многофункциональный, многосвободный, пространственно подвижный, многозадачный робот-манипулятор с возможностью автоматического управления и многократного программирования.
Специализированная станция очистки сварочных горелок
Предназначена для удаления сварочных брызг, которые скапливаются внутри защитного колпака сварочной горелки при автоматической сварке с помощью робота. Обеспечивает долгосрочную беспрепятственную подачу защитного газа, эффективно предотвращая попадание воздуха в сварочную зону и повышая качество сварного шва.

Двухблочный импульсно-продувочный пылеуловитель для сварочного дыма
Эффективно очищает воздух от мелкодисперсных металлических частиц, вредных для здоровья человека, снижая нагрузку на организм оператора. Обладает высокой эффективностью очистки, низким уровнем шума, гибкостью в использовании и компактными габаритами.

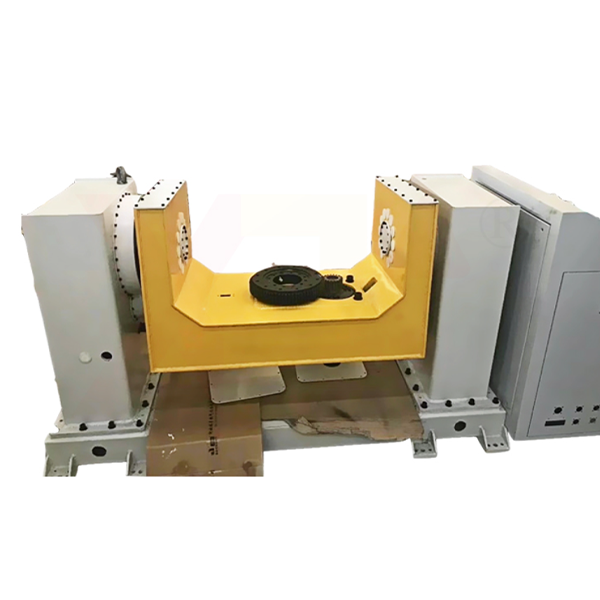
Двухосевой сервоповоротный позиционер
Важный компонент роботизированной сварочной линии и гибкого сварочного модуля. Его задача — поворачивать (перемещать) подготавливаемые к сварке заготовки в подходящее положение для сварки.

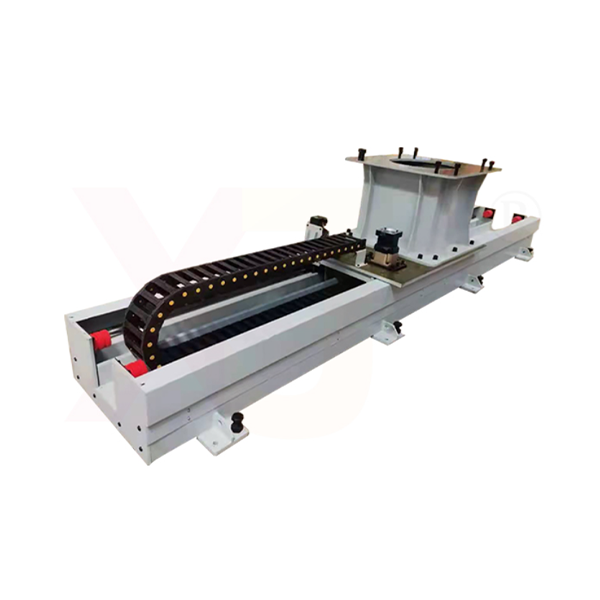
Мобильный сварочный позиционер с перемещаемой задней бабкой
Важный компонент роботизированной сварочной линии и гибкого сварочного модуля. Его задача — поворачивать (перемещать) подготавливаемые к сварке заготовки в подходящее положение для сварки.

Одноосевой платформенный позиционер
Важный компонент роботизированной сварочной линии и гибкого сварочного модуля. Его задача — поворачивать (перемещать) подготавливаемые к сварке заготовки в подходящее положение для сварки.

Одноосевой поворотный позиционер 360° с концевыми стойками
Важный компонент роботизированной сварочной линии и гибкого сварочного модуля. Его задача — поворачивать (перемещать) подготавливаемые к сварке заготовки в подходящее положение для сварки.

Депаллетизирующий робот
KUKA предлагает широкий ассортимент роботов для палетирования и депалетирования, подходящих для различных задач с грузоподъёмностью от 40 до 1300 кг и рабочим радиусом до 3601 мм.
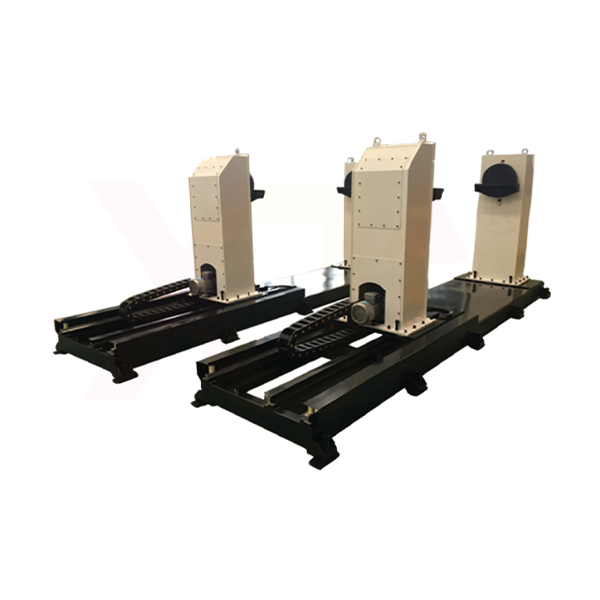
Мобильный поворотный позиционер с концевыми стойками
Важный компонент роботизированной сварочной линии и гибкого сварочного модуля. Его задача — поворачивать (перемещать) подготавливаемые к сварке заготовки в подходящее положение для сварки.

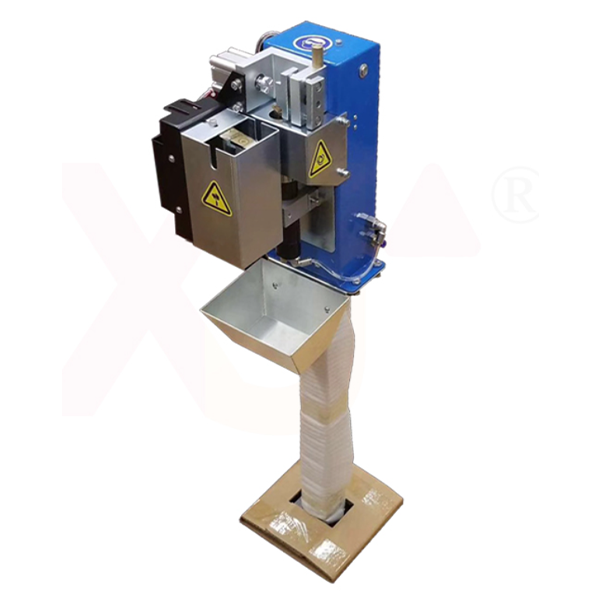
Раздельный аппарат для сварки стали
Оборудование позволяет сваривать углеродистую сталь, нержавеющую сталь, медь, алюминий и алюминиевые сплавы, а также другие цветные металлы. Для углеродистой и нержавеющей стали обеспечивается сварка без разбрызгивания, с высокой прочностью и аккуратным формированием шва.

RSN серия аппаратов для дуговой шпилечной сварки
Аппарат для дуговой шпилечной сварки серии RSN – это высокоэффективное сварочное оборудование для соединения шпилек из углеродистой стали, нержавеющей стали, меди, алюминия и их сплавов с металлическими деталями соответствующих материалов.

Пятиосевой портальный сварочный манипулятор
Представляет собой многофункциональный, многосвободный, пространственно подвижный, многозадачный робот-манипулятор с возможностью автоматического управления и многократного программирования.

Ручной сварочный аппарат
Это новое высокоэффективное и энергосберегающее дуговое сварочное оборудование, которое подходит не только для сварки углеродистой и низколегированной стали, но также и для сварки нержавеющей стали, высоколегированной стали, меди, серебра, молибдена, титана и других металлов.

