OEM портальная дуговая сварка под флюсом
В этой статье мы подробно рассмотрим OEM портальную дуговую сварку под флюсом, включая ее применение, преимущества, технические особенности и выбор оборудования. Вы узнаете, как оптимизировать процесс сварки, повысить производительность и добиться высокого качества сварных соединений. Мы предоставим практические советы и рекомендации, основанные на опыте работы с различными типами оборудования и материалами. Это руководство предназначено для специалистов, стремящихся улучшить свои навыки и добиться лучших результатов в области сварки.
Что такое OEM портальная дуговая сварка под флюсом?
OEM портальная дуговая сварка под флюсом – это процесс автоматической сварки, при котором дуга горит под слоем флюса, защищающего сварочную ванну от воздействия атмосферы. Портальная конструкция обеспечивает высокую точность перемещения сварочной головки вдоль сварочного шва.
Основные компоненты системы
- Портальная рама: обеспечивает стабильность и точность перемещения.
- Сварочная головка: включает механизм подачи проволоки, систему подачи флюса и сопло.
- Источник питания: обеспечивает необходимую мощность для сварки.
- Система управления: позволяет управлять параметрами сварки и перемещением портала.
Преимущества OEM портальной дуговой сварки под флюсом
OEM портальная дуговая сварка под флюсом обладает рядом преимуществ по сравнению с другими методами сварки:
- Высокая производительность: позволяет выполнять сварку с высокой скоростью.
- Отличное качество сварных швов: обеспечивает прочные и надежные соединения.
- Глубокое проплавление: подходит для сварки толстых материалов.
- Защита от атмосферы: флюс предотвращает окисление и загрязнение сварочной ванны.
- Автоматизация процесса: снижает трудозатраты и повышает стабильность.
Области применения
OEM портальная дуговая сварка под флюсом широко используется в различных отраслях промышленности, включая:
- Судостроение: сварка корпусов судов и других конструкций.
- Производство сосудов высокого давления: сварка котлов, резервуаров и трубопроводов.
- Строительство: сварка стальных конструкций зданий и сооружений.
- Машиностроение: сварка деталей и узлов машин и оборудования.
Выбор оборудования для OEM портальной дуговой сварки под флюсом
При выборе оборудования необходимо учитывать следующие факторы:
- Размер и форма свариваемых изделий.
- Тип свариваемых материалов.
- Требуемая скорость сварки.
- Качество сварных швов.
- Бюджет.
Производители оборудования
На рынке представлено множество производителей оборудования для OEM портальной дуговой сварки под флюсом. Рекомендуем обратить внимание на:
- Lincoln Electric: известный производитель сварочного оборудования.
- ESAB: ведущий поставщик сварочных решений.
- Miller Electric: производитель сварочных аппаратов и аксессуаров.
Для получения более подробной информации о сварочном оборудовании и его производителях, рекомендуем посетить сайт ООО Шаньси Небула Оборудование Для Автоматизации.
Технические параметры сварки
Ключевые параметры, которые необходимо учитывать при OEM портальной дуговой сварке под флюсом:
- Сварочный ток: влияет на глубину проплавления и скорость сварки.
- Напряжение: определяет форму и стабильность дуги.
- Скорость сварки: влияет на производительность и качество шва.
- Подача сварочной проволоки: обеспечивает постоянный процесс сварки.
- Тип флюса: влияет на свойства сварного шва.
Примеры параметров
| Параметр | Диапазон | Рекомендации |
|---|---|---|
| Сварочный ток (A) | 200-1000 | Зависит от толщины материала |
| Напряжение (В) | 25-45 | Оптимально для стабильной дуги |
| Скорость сварки (см/мин) | 20-100 | Зависит от материала и толщины |
Оптимизация процесса сварки
Для достижения оптимальных результатов при OEM портальной дуговой сварке под флюсом необходимо:
- Правильно настроить параметры сварки.
- Использовать качественные сварочные материалы.
- Поддерживать чистоту рабочей зоны.
- Регулярно обслуживать оборудование.
Советы по настройке параметров
Оптимальные параметры сварки зависят от типа материала, толщины и формы изделия. Рекомендуется проводить пробные сварки для определения оптимальных настроек.
Контроль качества сварных швов
Контроль качества сварных швов включает:
- Визуальный осмотр: проверка на наличие дефектов.
- Неразрушающий контроль: использование ультразвука, рентгена и других методов.
- Механические испытания: проверка прочности и пластичности шва.
Заключение
OEM портальная дуговая сварка под флюсом – это эффективный и надежный метод сварки, который широко используется в различных отраслях промышленности. Правильный выбор оборудования, настройка параметров и контроль качества позволяют достичь высоких результатов и обеспечить долговечность сварных конструкций.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Полузакрытая система 7-й оси для роботов
Полузакрытая система 7-й оси для роботов -
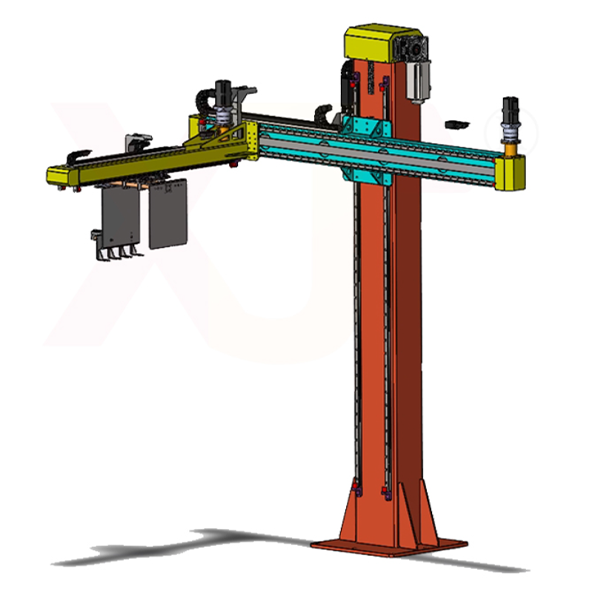 3D-координатный палетайзер
3D-координатный палетайзер -
 Одноосевой платформенный позиционер
Одноосевой платформенный позиционер -
 RSN серия аппаратов для дуговой шпилечной сварки
RSN серия аппаратов для дуговой шпилечной сварки -
 Шлифовально-очистительная платформа
Шлифовально-очистительная платформа -
 Мобильный декартов палетайзер
Мобильный декартов палетайзер -
 Многофункциональный комбайн
Многофункциональный комбайн -
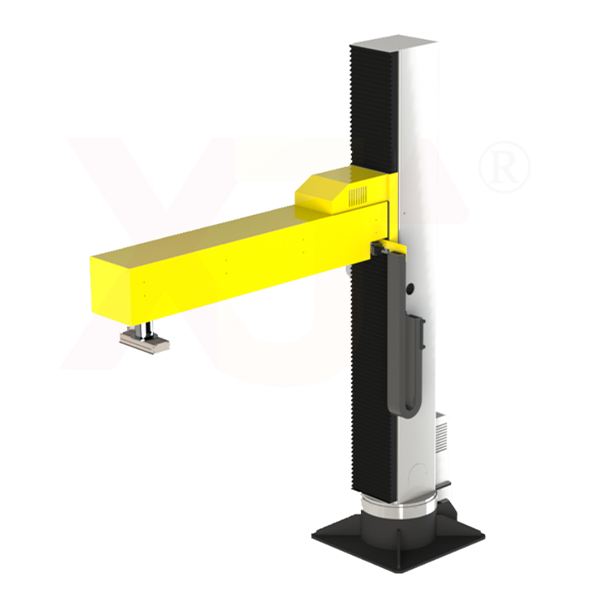 Одностоечный палетайзер с поворотным основанием
Одностоечный палетайзер с поворотным основанием -
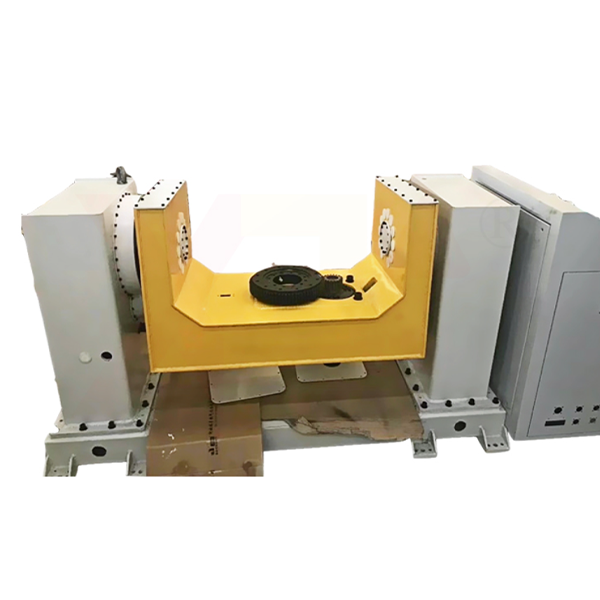 Двухосевой U-образный сварочный позиционер
Двухосевой U-образный сварочный позиционер -
 Внешняя полностью закрытая 7-я ось для роботов
Внешняя полностью закрытая 7-я ось для роботов -
 Мобильный очиститель сварочного дыма
Мобильный очиститель сварочного дыма -
 MZ серия инверторных аппаратов для дуговой сварки под флюсом постоянного тока с цифровым управлением
MZ серия инверторных аппаратов для дуговой сварки под флюсом постоянного тока с цифровым управлением
Связанный поиск
Связанный поиск- OEM сварочный поворотный стол
- Производители машин для резки
- Оборудование для ручной сварки OEM
- Наземные направляющие для робота
- Дешевый промышленный очиститель для удаления дыма и запахов
- Поставщики оборудования для резки стали
- Оптовая продажа промышленных очистителей дыма и запахов
- Производитель сварочных поворотных столов
- Ведущий сварочный аппарат для углеродистой стали
- Купить инверторный портативный ручной сварочный аппарат

